|
000000244250454
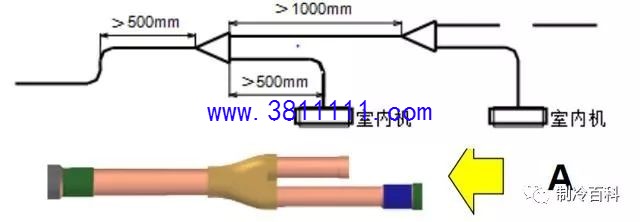
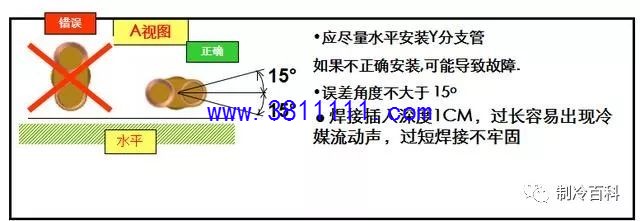
分支岐安装要求
安装方法: 1.应水平安装,分歧器前后应大于500mm的直管才能转弯。 2.两个分歧器之间应大于1000mm的间距。
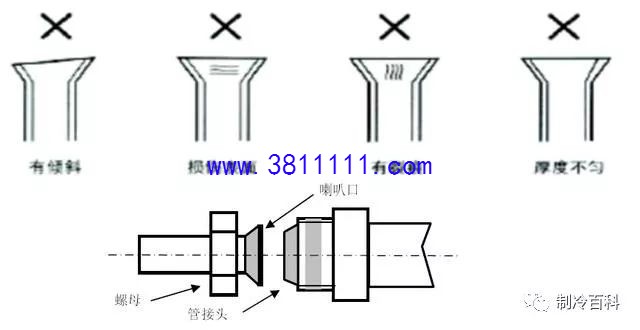
管道加工工艺要求
必须使用扩口器扩口,严禁用螺丝刀!扩口开始前一定要先装钠子!完成后检查扩口表面是否色泽均匀,是否圆整,确认无“光环”,无“快口” 更不能有裂痕。否则再从割管开始返工!
铜管要胀管焊接
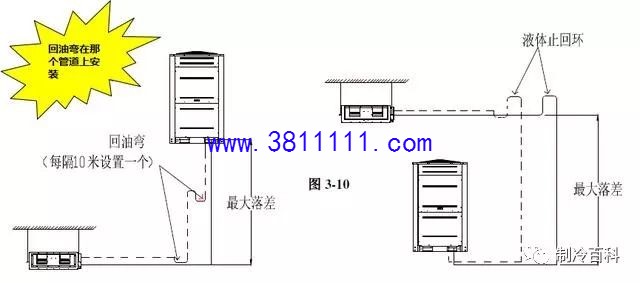
存油弯 1、回油弯的高度为10CM或者3-5倍铜管外径
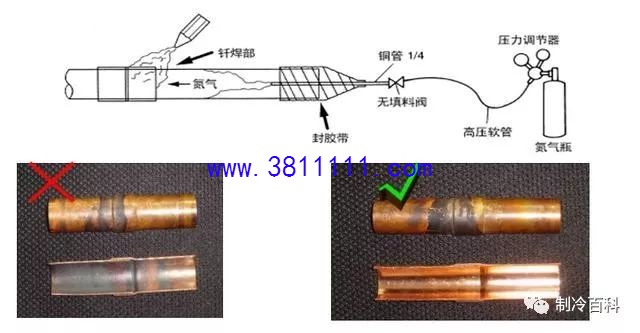
焊接铜管置换氮气的方法 1、必须使用氮气保护焊; 2、表压应在0.02MPa—0.05MPa; 3、焊接后继续充入氮气保护直至冷却到常温; 4、同时配管焊接处距弯曲部位的长度应不小于管道外径,且不小于100mm。
配管的支撑要求 1、配管管道必须做好支撑、固定、支撑距离为1.0-2.0m
管道的吹洗 1、配管焊接结束后,在与内、外机连接之前,进行管道吹洗; 2、用干燥氮气将管道内的杂质与水分吹净; 3、管道比较长时,应分段吹洗; 4、用0.5MPa的氮气,有绝缘材料堵住管口,升压中无法抵住,快速释放。 5、氮气喷射出用白纸检验吹洗是否干净,否则重复吹洗。
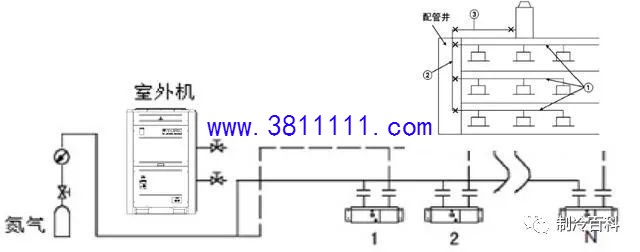
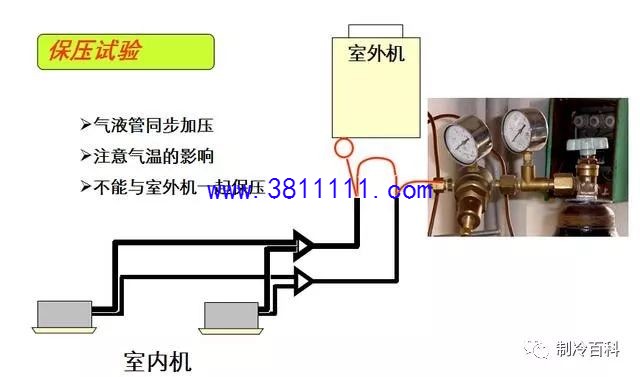
气密性试验
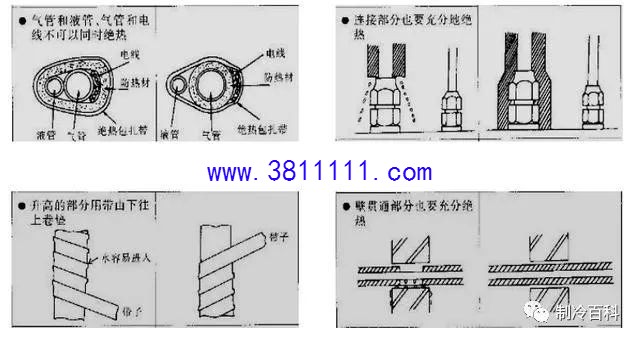
冷媒配管的保温 管道保温 1、防止凝露滴水、烫伤、减少热量的损失; 2、保温材料具备隔热、阻燃、耐高温等特性; 3、所有内、外机的冷媒配管都需要保温(分歧管、接头、弯头等),有缝隙处必须粘贴好; 4、气管和液管必须分开保温,同时注意不能紧压保温棉; 5、保温材料应满足:20℃时的导热系数λ≤0.040W/( m• K)、湿阻因子≥80。 6、保温棉的厚度:铜管外径D≤12.7mm时,厚度≥15mm;铜管外径D> 12.7mm厚度≥20mm。
|
 平衡压力、高压压力和低压压力是空调维修的
平衡压力、高压压力和低压压力是空调维修的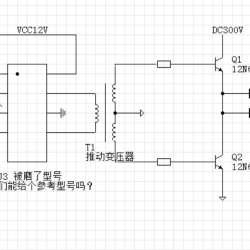 打磨型号的集成电路求助
打磨型号的集成电路求助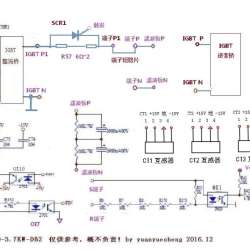 三菱变频器A540电路图(包含电源,驱动 保
三菱变频器A540电路图(包含电源,驱动 保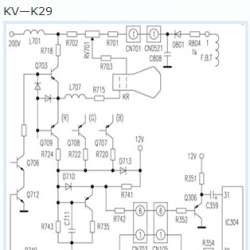 索尼KV-F29 、KV-K29 、KV-J29 型号图像暗
索尼KV-F29 、KV-K29 、KV-J29 型号图像暗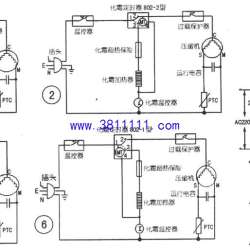 上菱BCD-180W无霜电冰箱烧坏风扇电机故障检
上菱BCD-180W无霜电冰箱烧坏风扇电机故障检 实战冰箱冰柜维修现场维修经验
实战冰箱冰柜维修现场维修经验 仿白金机维修及驱动板电路图参数
仿白金机维修及驱动板电路图参数 高压放电拉弧点火模块
高压放电拉弧点火模块 户户通主芯片植锡成功
户户通主芯片植锡成功 第三代中9户户通机顶盒各种模块刷机串口,
第三代中9户户通机顶盒各种模块刷机串口,