|
制冷设备检修常用工具的使用方法。
用万用表测量电流时,必须断开原来的线路,才能串接进万用表,操作比较麻烦。如果能有一个0~30A多量程的钳形电流表就方便多了。新型钳形电流表还有电压和电阻测量功能,起到万用表的作用,使用就更方便。钳形电流表外形如图所示。
使用钳形电流表测量时应注意: 1)使用前,应检查钳形电流表的外观是否完好,绝缘有无破损,钳口铁心的表面有无污垢和锈蚀。 2)为使读数准确,钳口铁心两表面应紧密闭合。如铁心有杂声,可将钳口重新开合一次。 3)在测量小电流时,若指针的偏转角很小,读数不准确,可将被测导线在钳口上绕几圈以增大读数,此时实际测量值应为表头读数除以所绕的匝数。 4)在测量时,为保证安全,应戴上绝缘手套,身体各部位应与带电体保持不小于0.1m的安全距离。为防止造成短路事故,不得用于测量裸导线,也不准将钳口套在开关的闸嘴上或套在保险管上进行测量。 5)在测量中不准带电流转换量程挡位,应将被测导线退出钳口或张开钳口再换挡。使用完毕,应将钳形电流表的量程挡位开关置于最大量程挡。 5、压力表 压力表是制冷设备常用的检测仪表,其外形如图7-14所示。压力表根据其外壳直径可分为60mm、100mm、150mm、200mm、250mm五种,根据结构形式主要有径向有边、径向无边、轴向带边、轴向无边四种,而根据精度等级一般分为1.0、1.5和2.5三级。
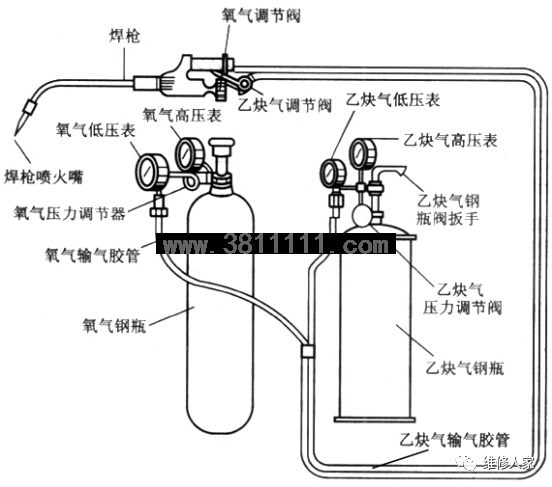
压力表在安装、使用时应注意以下几点: ①仪表宜在-40℃~60℃、相对湿度不大于80%的场所使用。 ②使用前应检查仪表的铅封和有效期限,如已过期须重新校验,合格后才能使用。 ③应注意安装点与测试点之间的距离,以免仪表指示反应迟钝。 ④仪表安装必须垂直,户外安装时应加装保护罩。 ⑤测量稳定压力时不得超过压力表测量上限的2/3,测量波动压力时不得超过压力表测量上限的1/2。 五、焊接设备及使用 冰箱、空调器的制冷系统多使用铜管,维修时需使用气焊连接管路或补漏。电焊设备则只在安装空调器做角铁支架等时候使用。 传统的气焊设备使用氧气和乙炔气混合,点燃后产生高温火焰。近来 乙炔气很少有人再用,被液化石油气(或煤气、天然气)取代,采用氧气助燃液化气焊机进行制冷系统管路的焊接。气焊设备主要由气瓶、连接软管与焊枪3个部分组成,如图所示。调节焊枪上的燃气手轮和氧气混合手轮就能得到比较理想的焊接温度。
1、氧气钢瓶 氧气钢瓶充灌压力约为15MPa的高压氧气,气焊时通过减压器,胶管和焊枪将氧气送出,作为气焊用的助然气体。使用时按顺时针方向旋转瓶阀手轮,瓶内的氧气即经减压后送出。 2、减压器 减压器又称氧气表,减压器的作用是把瓶内高压气体调节成工作需要的低压气体。减压器上装有高压表和低压表,高压表指示氧气瓶内的压力,低压表则指示工作压力。使用时将减压器装在氧气瓶的瓶阀上,再在低压出气口端接上胶管,并用铁线扎紧,然后开启氧气瓶瓶阀,如果是新充灌的氧气瓶,高压表应指示在15MPa左右,按顺时针方向旋动调压螺丝,便可调节输出低压的氧气的压力。气焊时低压表指示以0.2MPa左右为宜。 3、乙炔瓶或液化石油气瓶 乙炔是广泛用于气焊的可燃气体。乙炔瓶内最大压力为17MPa ,乙炔内含有约93%的碳7%的氧气,与适量的氧气混合后,点火后即可产生高温火焰。采用乙炔进行气焊,其火焰的温度较高,但操作不如用液化石油气方便。 液化石油气瓶是由瓶体、瓶阀、瓶保护圈和手轮等组成。在液化石油气瓶的阀口处安装有调压器,以降低输出液化石油气的压力,并保持稳定均匀的供气。 4、焊矩与胶管 焊矩又称焊枪或熔接器,外形如图所示。它的作用是将氧气和乙炔(或液化石油气)按一定的比例混合,喷出的混合气体点燃后可产生高温,加热工件进行焊接。以所需火焰的温度选择焊嘴。
按气焊操作要求,工作场地应距离氧气瓶和石油气瓶10m处,需要使用胶管连接,以输送气体。一般氧气胶管使用红色的高压胶管,它的内径为8mm,工作压力为1.5MPa,应具有耐磨和耐燃性能。液化石油气或乙炔胶管选用绿色的低压胶管,它的内径为8~10mm,工作压力为0.2MPa 左右。 使用焊矩前,将红色氧气胶管套在焊矩的氧气进气口上,用铁线扎紧,并打开氧气阀,通入氧气以清除焊嘴内的灰尘。然后检查其射吸能力,检查射吸能力合格后,再将绿色的液化石油气管紧套在焊矩的液化气进气口上。 |
 飞利浦37HF7005酒店宾客功能进不去了!求助
飞利浦37HF7005酒店宾客功能进不去了!求助 干电工牢记六条经验,从学徒一直干到退休电
干电工牢记六条经验,从学徒一直干到退休电 海信HZ32E25A背光改流
海信HZ32E25A背光改流 CRT电视机每逢周二休台信号测试视频!
CRT电视机每逢周二休台信号测试视频! [TCL] L42P60FBD三无维修、数据备份
[TCL] L42P60FBD三无维修、数据备份 求:北京牌2516电视机图纸
求:北京牌2516电视机图纸 格兰仕SD-G238W微波炉显示正常不加热。
格兰仕SD-G238W微波炉显示正常不加热。 请问这30年前的功放是什么牌的?
请问这30年前的功放是什么牌的? 求:金祎牌智能脉冲修复充电器R17 R19 R7阻
求:金祎牌智能脉冲修复充电器R17 R19 R7阻 小米65寸电视背光黑屏维修
小米65寸电视背光黑屏维修 快捷指令安全设置不允许怎么回事?iOS13快
快捷指令安全设置不允许怎么回事?iOS13快 各类电风扇电机接线方法附清晰接线实物图
各类电风扇电机接线方法附清晰接线实物图 电信IPTV常见故障排除方法与检修实例
电信IPTV常见故障排除方法与检修实例 小米空调显示F6故障原因及修复方案
小米空调显示F6故障原因及修复方案 格力E6故障其实维修不难,大部分都是变频空
格力E6故障其实维修不难,大部分都是变频空 window10系统怎么架设VPN服务器,这篇文章
window10系统怎么架设VPN服务器,这篇文章 开关背面L、L1、L2各代表什么?火线,零线
开关背面L、L1、L2各代表什么?火线,零线 R410A与R32冷媒区别是什么?怎么辨别R32空
R410A与R32冷媒区别是什么?怎么辨别R32空 电三轮高低档知识普及!如果你不掌握高低档
电三轮高低档知识普及!如果你不掌握高低档 微信朋友圈新玩法 个性签名居然可以居中显
微信朋友圈新玩法 个性签名居然可以居中显